Biopower Compressed Biogas (Bio-CNG)



Biogas anaerobic digestion
High biogas production
Anaerobic digesters from Biopower achieve high process stability, availability, and conversion. Due to our renewed mixer configuration, our anaerobic digesters are capable of running on different feed stocks. Resulting in a higher output per m3 reactor volume and lower investment costs. Moreover, the risk of silt build-up, drifting layers and foam layers are maximally mitigated.




Agri waste biogas plant
Our Features
1. Ideal for large industry operations
2. Sanitation of the feedstock
3. Easy to operate due to a high degree of automation
4. Advanced digester mixing
5. Heat recovery system (optional)
6. Flexibility in contracting – separate components and technologies or a turnkey biogas system
Napier grass/Agri waste
Young Napier grass gives little biogas because it has a lot of moisture. And the old Napier grass gives also little because a lot of lignin. For farmers of course it is feasible to sell the young green Naier grass because it's juicy and they are selling water to the biogas plant owners. The young 50-day Napier grass is cheap but it gives 2 times less biogas than the older 100-day Napier grass. Between the young green Napier grass and old brown Napier straw there is a stage of green-yellowish Napier grass. So between 18% solid in the young and 80% solid in the old Napier grass there is an optimum harvested Napier grass with 27-35% solid. You just need to harvest Napier grass when it's still greenesh-yellow or yellowish-green. The optimum harvesting age is 100-120 days. But be careful, don't wait until the Napier grass becomes brown. Before the biogas plant it is recommended to put Napier grass into a silage storage for several reasons. These reccomendations are general not only for our technology but for all kinds of biogas technologies.
(1) Fresh Napier grass has a lot of air. And because of the air Napier grass can abruptly go afloat in the reactors. It's not only difficult to mix the floating grass, but it is also dangerous. Floating grass may destroy the roof and clog the gas pipes. During silaging grass is pressed by vehilcles as tractors and air is removed.
(2) During silaging acidation and hydrolisis processes start and biogas yeilds are increased 5-10%. Grass is pre-fermented with the lacto-acid bacteria.The minimum silaging time is 35 days.
(3) Silage storage is also needed during the raining seasons when harvesting is not possible. Reactors must be fed constantly independently from the weather
Straw waste/paddy straw
it was previously believed that lignin-cellulosic raw materials such as straw or wooden chips are unsuitable for biogas production. However, pre treatment allows the use of these materials for anaerobic digestion.
Dry straw is chopped and mixed with water and filtrate from a biogas plant or sewage. Wet straw is periodically fed and heated to temperature of 150-180 ℃ at which lignin melts freeing cellulose and the hemicellulose skeleton. During the cooking process at high temperature and a pressure of 5-8 atmospheres, the raw material is completely saturated with water. All pores between the fibers are filled. After the cooking process is completed, the pressure is dropped to atmospheric in a fraction of a second. This leads to the water turning into steam creating the effect of an explosion shredding the fibers.
Breaking the fibers leads to an increase in the surface area of the raw material. In addition, a break occurs at the molecular level. Complex sugars are broken down into simple ones. After steam explosion, straw is processed in biogas reactors like maize silage.
Straw has advantages over maize silage as a substrate for biogas. Maize silage requires the construction of a silage storage. While straw can be stored in the open air. Moreover, storing straw in the open air improves its performance. In growing maize for silage, the farmer loses the opportunity to produce grain. If farming grain, the farmer receives both grain and straw which is the substrate for a biogas plant. For biogas production, any kind of straw is suitable such as wheat, sunflower, and rapeseed. In addition to straw crop residues, corn stover, husks, sawdust, wood waste, and dung bedding can also be used. Even old, 2-3-year-old straw is suitable
Press Mud
The first two types of pulp are usually stored in open lagoons. Pulp is sour (pH3) and loses some of its organic matter. Sugar pulp from open lagoons has a disadvantage - high moisture. When it enters a biogas reactor, water occupies usable reactor volume. The volume is calculated for a hydraulic retention time of 25-28 days. Therefore, construction of large volume reactors for liquid pulp is recommended. Deep-pressed pulp is stored in reinforced concrete silage storage. In such storage, maize silage is usually stored.
Pulp is input by front loaders, rammed, and covered with a film. For maximum storage, loaders are equipped with an arm extension. Biogas plants operating on different types of pulp are structurally different.
Primary pressed pulp can only be fed through a receiving tank by means of a pump. Half-pressed and deep-pressed pulp is fed from the loader by augers or by special pumps . Substrate from the reactor is used for dilution.
The primary-pressed and half-pressed pulp are stored in open storage and are usually heavily contaminated with stones, sticks, and even tires. So contaminants are allowed to precipitate out in a pre-tank and are periodically removed. Plants themselves have a minimal set of equipment that does not require constant maintenance

Organic Manure biogas plant
Cowdung poultry Litter or other manure
Ideal raw material for biogas
Cattle manure or poultry litter is the ideal raw material for biogas. Unlike other raw materials, cow manure has everything bacteria needs to build the bacterial cell with nothing to add. Moreover, cow manure already contains bacteria.
A manure biogas plant has the simplest design. But, as in the case of other substrates, the designer and constructor must pay careful attention to substrate characteristic
All types of manure
Manure digesters can efficiently process various types of manure, including cow manure, pig manure, poultry litter, and more. The key requirement is that the manure should have sufficient organic matter content for efficient digestion. Through the anaerobic digestion of manure, agricultural and farm industries can lower their CI-score (carbon intensity score), create additional revenue streams, and contribute to a more sustainable future
Manure digester
If managed properly, manure is a valuable resource – manure digesters effectively manage and recycle the manure, reduce odors, and produce biogas from manure. Our manure biogas plant are highly efficient, double membrane roofs, mixer configuration, and our high priority on research and development. Our 16+ years of research and development ensure optimal performance of the biogas plant

Muncipal solid waste biogas digester
Anaerobic digestion is an alternative to waste incinaration and landfillin
Garbage processors earn on the recycling tariff and on what they extract from the garbage. Biogas is just what else can be extracted from garbage in addition to plastic, glass, metal and paper.
In addition, a biogas plant allows to reduce the amount of garbage and save on fees for landfilling. Fermentation of organic matter in a biogas plant is more environmentally friendly than incineration

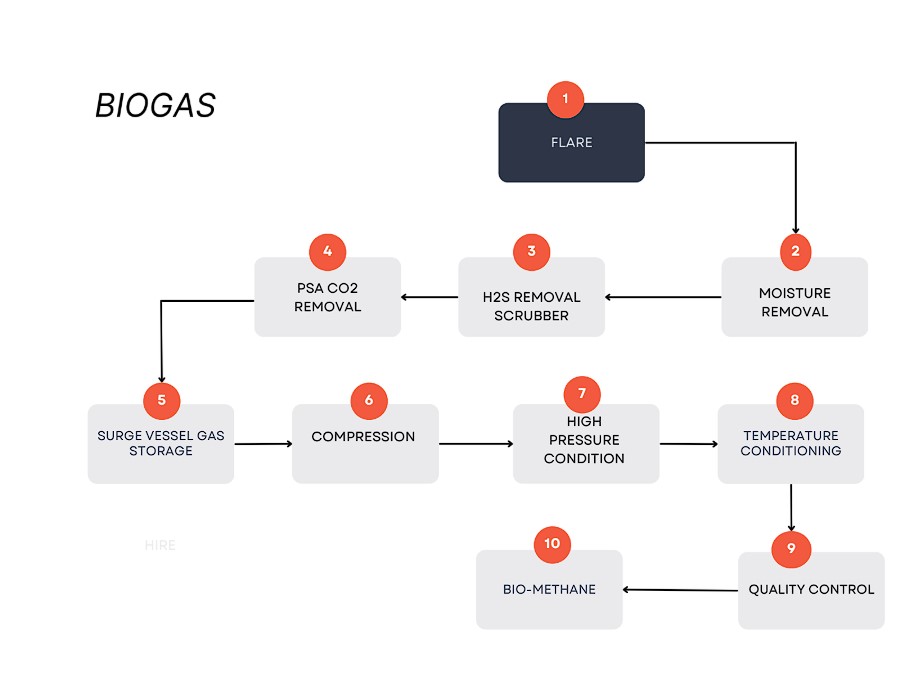
BIOGAS UPGRADATION
In addition to methane, raw biogas typically contains about 35-40 % carbon dioxide, as well as small amounts of water, nitrogen, oxygen and impurities. For biogas to be used, for example, in a car engine, most of these gases must be removed before being pressurized and used as transport fuel. It means that the gas treatment is needed.
Biogas upgrading unit is a solution to produce high-quality biomethane out of raw biogas. Upgraded biomethane is similar to natural gas and it can be used as vehicle fuel and injected into the natural gas grid.
Biopower biogas upgrading system is an automatic, easily monitored and remotely controlled refining system, that utilizes membrane technology from world’s leading membrane supplier, Air Products. Biopower enables efficient gas upgrading to over 99 % methane content.
With the reliable membrane and PSA upgrading technologies, even the highest gas quality requirements are met without any chemical or water utilization.




Vacuum pressure swing adsorption (VPSA)
Biopower is a one-stop-shop for biogas upgrading, offering systems for the upgrading of biogas gas. Specifically designed for biogas, our upgraders utilize to ensure high-quality purification. For landfill gas, we employ approach pressure swing adsorption (PSA) technology, to effectively remove impurities, enhance the gas quality, and increase the methane content. This in-house dual-technology ensures the optimal purification for both biogas and landfill gas, catering to a wide range of purification needs
Main Features:
• Simple to maintain – we design proven and reliable natural gas upgrading plant.
• Minimum utilities and consumables required – MINIMUM OPERATING COSTS
• Automatic purity control – SIMPLE TO OPERATE/SUSTAIN PRODUCT PURITY with changing feed conditions
• Skid mounted natural gas purification system – COMPACT, SIMPLE, to COST-EFFECTIVE incorporate, install, or re-locate
• Customized natural gas upgrading plant designs to minimize cost
• Configurable procedure design – OPTIMIZED PERFORMANCE for specific projects including facilities with existing power or CHP asse
Mini

Small-scale biogas upgrader with membrane technology for small projects.
biogas Flow
Electrical Consumption
Methane Recovery
Compact

Compact biogas upgrader with membrane technology for biogas plants.
biogas Flow
100-750 Nm3/hr
Electrical Consumption
Methane Recovery
>92-98%
Medium

Medium scale membranebiogas upgrader for biogas plants.
biogas Flow
750-1500 Nm3/hr
Electrical Consumption
Methane Recovery
Grand

Large scale membrane biogas upgrading solutions for biogas plants.
biogas Flow
> 1500 Nm3/hr
Electrical Consumption
Methane Recovery
The Process of PSA consists of
The basis of PSA's operation is the differential adsorption of gases at different pressures. Utilizing pressure swing adsorption (PSA), gas mixtures can be separated based on the molecular properties of the constituents and how they bind to an adsorbent substance.
The target gas is specifically adsorbed at high pressure using absorption materials which include Activated carbon or zeolites, which serve as a molecular sieve with an excellent selectivity for Carbon dioxide serve as tool for CO2 removal. After that, the process switches to low pressure to enable the adsorbent material to desorb.
The meth each component would adsorb at various rates. Utilizing two vessels at once provides the target gas to accumulate steadily and the pressure to spread uniformly during the process, where the gas exiting the depressurized vessel is employed to pressurize the subsequent vessel.
Pressure swing adsorption for CO2 Up gradation The methane-rich gas is continuously available and transported to the surge vessel through repetition of this operation. After that, this gas is taken for compress depending on needs.

MEMBRANE SEPERATION
Selective barriers are used in membrane technology to divide gases according to variations in their physical or chemical properties, especially the difference in pressure between the raw material's input (Feed Side) and product's outlet (Permeate). The primary goal of biogas upgrading is to extract CO2 from CH4 with selectivity in order to produce methane product that has greater purity. The membrane's selectivity and permeability influence its performance.
Main features
1.No additional chemical or operating mediaEnergy-efficient separation of CH4 from CO2
2. Separation at ambient temperatures Continuous separation process
3. No heat requirement
4.Compact modular design, flexible and easily expanded
5.Cost-efficient for smaller capacities
6. Cost-efficient removal of CO2
Process Description
Carbon dioxide and methane-containing biogas is added to the system. Usually, anaerobic decomposition of organic waste provides this feed gas. To get rid of contaminants like moisture, particles, and sulphur compounds, the biogas is beforehand treated. By taking this action, fouling and other damages happens to the membranes are avoided. Since the membranes are moisture-sensitive, any condensation on their surface could lower the performance of the separation mechanism.
Also, there is a demanding limit on the maximum permitted water content in the product gas requirement. In order to ensure sure the compressed gas is sufficiently above the dew point before coming into contact with the membranes, the raw biogas coming from the inlet will be cooled to remove the moisture and then reheated.
The membrane is filled with high-pressure biogas, and CO2 moves through the membrane surface considerably faster than CH4 to reach the permeate, or low-pressure side. Since pressure is the primary driving force behind the membranes, more CO2 will travel through their surface at higher pressures.
Since the CO2 has been forced through the membrane surface, the majority of the discharge from the membrane (the retentate) is CH4. On the low pressure side of the membrane (permeate), the CO2-rich gas will flow through the membrane. Now free of CO2, the CH4-rich gas leaves the membrane module as retentate. With its increased purity, this gas has potential as a sustainable energy source.
The CO2 stream can be directed towards sequestration, industrial process usage, or disposal. Enhancing monitoring systems and integrating membrane technology with other processes can help biogas become a more widely used sustainable energy source
Methane recovery in a single stage membrane system declines as feed's CO2 level rises. The recovery for a single stage with 50% CO2 is only 80.5% Higher the CO2 present in the feed, less area is required to reach the targeted product (CH4) specifications with higher percentage of recovery in case of multi stage membrane system

Biogas compression
Biogas /CNGCompressor: Transforming Organic Waste into Sustainable Energy
Compression Technologies: Biogas compressors come in different types, including positive displacement compressors (e.g., reciprocating compressors) and dynamic compressors (e.g., screw compressors). The choice of compressor technology depends on factors such as the required pressure, flow rate, and specific application.
In the quest for sustainable energy solutions, biogas gas compressors emerge as key players, harnessing the power hidden within organic waste. These specialized compressors are pivotal in converting biogas, a byproduct of organic decomposition, into a usable and efficient form of energy.
In this exploration, we delve into the working principles, applications, and environmental benefits of biogas compressors.
Working Principles
Biogas compressors operate on the principle of elevating the pressure of biogas generated through the anaerobic digestion of organic materials. The compressor’s role is to enhance the energy density of methane-rich biogas, making it suitable for an array of applications. By compressing biogas, these systems transform it into a versatile and efficient energy source.These compressors starts in different pressures depending on the application
Low pressure
Low pressure compressors are used to feed biogas into scrubbing plants and can reach pressures of up to 45 bar. High pressure: High pressure compressors are used for bottling bio-CNG or filling cylinders and can reach pressures of up to 250 bar.
Transportation
Compressing gas decreases its volume, making it easier to transport.
Applications
Biogas compressors find application across diverse fields
1. Power Generation: Compressed biogas serves as a valuable fuel for power generation, providing a renewable and environmentally friendly energy source for electricity production.
2. Heating: In residential and industrial settings, compressed biogas becomes a sustainable fuel option for heating applications, reducing reliance on conventional energy sources.
3. Transportation: Compressed biogas, often referred to as bio-CNG, is gaining traction as a green alternative for transportation fuels. It can power vehicles, offering a cleaner and more sustainable mobility solution.
Environmental Benefits
The use of biogas compressors brings forth several environmental advantages:
1. Waste-to-Energy Conversion: Biogas compressors play a vital role in the waste-to-energy conversion process by efficiently utilizing organic waste for energy production, mitigating the environmental impact of waste disposal.
2. Reduced Methane Emissions: Anaerobic digestion of organic matter naturally produces methane. Biogas compressors aid in capturing and utilizing this methane, preventing its release into the atmosphere where it would contribute to greenhouse gas emissions.
3. Sustainable Energy Source: By converting organic waste into a usable energy form, biogas compressors contribute to a more sustainable and circular approach to energy production, reducing dependence on finite fossil fuels.
The Future of Energy Sustainability
As the world seeks cleaner and more sustainable energy solutions, biogas compressors stand as innovative contributors to the future of energy sustainability. Their ability to efficiently convert organic waste into a valuable energy source aligns with global efforts to reduce environmental impact and transition towards renewable energy alternatives.
In conclusion, biogas compressors represent a transformative force in the sustainable energy landscape. With their applications spanning power generation, heating, and transportation, these compressors showcase the potential of turning organic waste into a valuable resource, paving the way for a greener and more sustainable future